 扫一扫,手机浏览
扫一扫,手机浏览- 技术文章
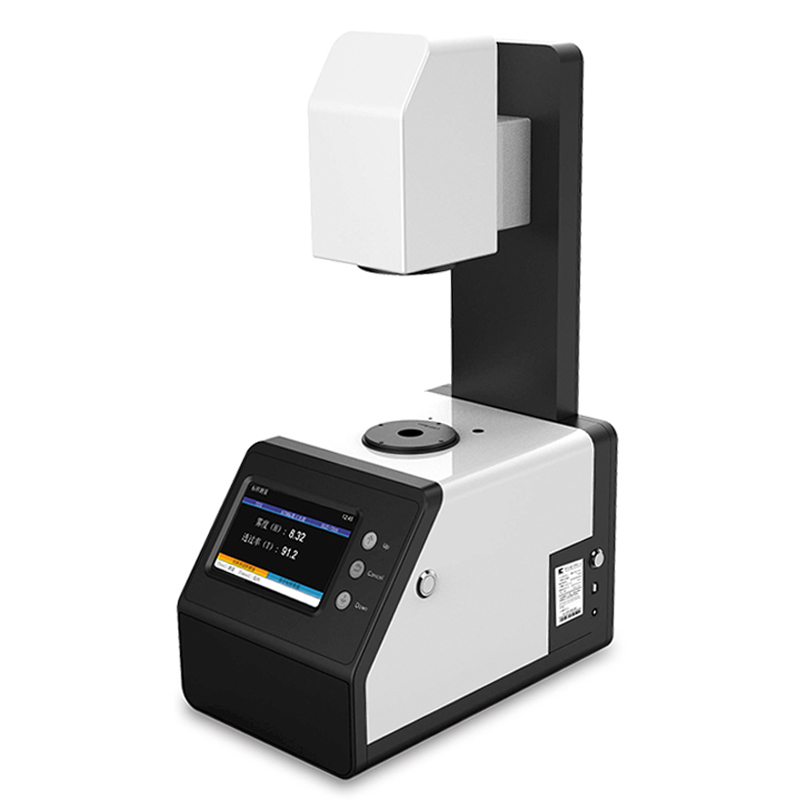
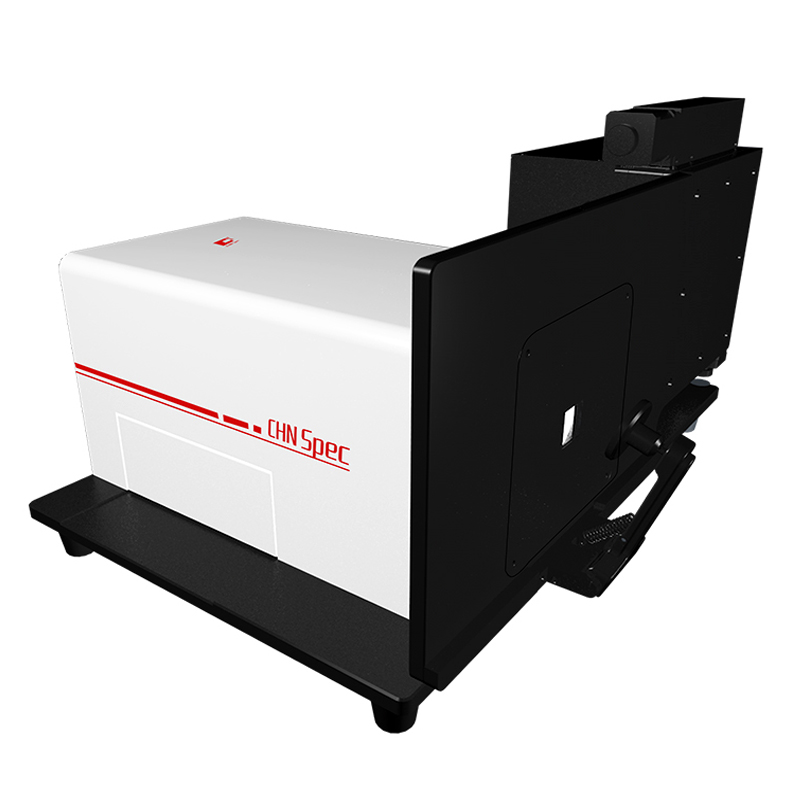
奥美加LGD-60激光测径仪的使用说明
2012-11-13 12:00:47 来源:宁波科诚仪器王成军奥美加激光测径仪LGD-60的操作使用说明奥美加激光测径仪LGD-60的安全注意事项:
此产品安装需详细参考本使用手册。
如有不明白请及时联系公司总部或者售后服务部。
非*人员,不得开启产品机盖。
此产品电源须接地。
不能让激光直射眼睛,以免眼睛受到伤害。
定期用干净、柔软的材料轻轻擦拭窗口玻璃,防止过多的灰尘堆积在窗口玻璃上影响仪器正常使用。
1.奥美加激光测径仪LGD-60的机械安装:
激光测径仪LGD系列是引进国外先进技术开发设计并生产的新一代测径仪。其采用激光扫描技术,具有测量范围大,精度高,使用寿命长,性能稳定等特点。
测试原理:
由半导体激光器“a”发出激光束,通过电机“c”带动八棱镜“b”高速旋转,将激光器光束扫描通过棱镜“d”转换为平行光通过测试区(GATE),当测试区有被测物“e”时,其会遮挡住部份平行光,并通过聚焦棱镜“f”在光电接收管上转换成低电平;而没有被测物遮挡的平行光则转换为高电平,通过计算低电平的扫描时间,则可计算出被测物在激光束扫描方向的外径值。
安装在水槽前,距离挤塑机近,能获得*佳的反馈控制效果,但此时塑料尚未固化,设定直径的工艺给定值应做适当加大;另外由于靠近挤塑机可能会导致环境温度过高,使仪器不能长时间正常工作,因此,采用此安装位置时,应尽量使测径仪远离挤塑机,使仪器的环境温度在规定使用温度范围(5~45℃)内。
安装在水槽后,测量值为实际线缆外径值,比较准确可靠,但控制滞后量大,控制效果较差。另外,被测线缆须吹干,否则线缆表面的水膜会影响测量精度,实际使用时应根据被测物带水的程度,适当加大设定直径的工艺给定值。
注意:不能安装在离强电磁干扰源2米的范围内。
奥美加激光测径仪LGD-60的测量头的安装:
打开包装,按装箱单检查仪器及附件是否齐全,连接好支架和测量头,将测量头中心位置调到被测线缆走线高度,旋紧连接螺钉。
注意:请将底座用地脚螺钉固定在地上,以免测量头翻倒,使仪器受到损坏。将测量头的接地螺钉用铜线与大地连接。
将电源线插入测量头电源插座,通上电源,仪器即可开始工作。
若需和远端显示控制器,计算机等外围设备相连,仪器提供RS485通讯接口,可直接将外围设备RS485 通讯接口接至仪器通讯口,按照特定的通讯协议则可完成联机通讯。
测量头的安装注意事项
不应用超过3Nm的力紧固测量头上的螺钉不应连接线缆弯成直角
5.奥美加激光测径仪LGD-60的仪器状态:
正常状态:
正常测量状态时,所有的状态灯不常亮,数码管显示被测的直径。
当仪器修正值参数不等于0时,修正状态灯 会闪烁。
当线缆外径超差时,偏差状态灯会闪烁;若偏差状态灯 不闪烁,则线缆直径在偏差范围内。
错误状态:
异常状态的显示
数码管显示“Err-1”、“Err-2”、“Err-3”、“Err-4”、“Err-5”、“Err-6” 或“Err-7”。
引起仪器异常状态的原因:
被测线缆位置过高或过低,超出了有效测量范围
被测线缆太粗,超过了有效测量范围
镜头有严重的灰尘或水滴
奥美加激光测径仪LGD-60的故障类型及处理方法 :
奥美加激光测径仪LGD-60的按键功能简介:
功能键:
循环按键,可分别进入偏差报警设定、通讯参数设定、偏差校正值设定、打印参数设定状态。
右移键:
按键进入某一功能设定后,按 键用于选择需要修改的数位。选定需要修改的数位后,该数位上的数字会闪烁,表示可以修改此数字。
数字修改成功后,继续按键,使所有的数字停止闪烁,修改后的数字才会存储在仪器内。
增加键和减小键:
用选定需要修改的数位后,按此两键之一,可以增加或减少该数位上的数字大小。
8.奥美加激光测径仪LGD-60的操作-设置超差报警:
1.设置直径的工艺给定值(出厂设定为0.0000):
按键,当 常亮时,表示可以设定线缆直径的工艺给定值。
按键,数码管的五个数位上的数字会依次闪烁,选定需要修改的数位,该数位上的数字闪烁时,按 或 键将数字修改为所需的数字。按照线缆直径的工艺给定值,将所有需要修改数位上的数字修改完成。当数码管显示值为工艺给定值时,连续按 键,直到所有数位上的数值停止闪烁时,表明工艺给定值设定成功,并已经储存在仪器内。
按键,退出工艺给定值设定状态。
注意:如果数码管的五个数位中,有任一数位上的数字在闪烁时,按键退出,那么直径的工艺给定值并没有设定成功,仪器内存的工艺给定值仍然是未修改时工艺给定值。
如果此时不需再设定其他功能,可以连续按键,直到所有的状态灯都不常亮,表示数码管显示的读数为当前被测物的直径测量值。
2.设定直径的工艺偏差值:
按键,直到 常亮,数码管显示H.XXXX(X为可编辑数字,出厂设定为H.0000),表示可以设定线缆直径的工艺上偏差值。
按键,对照线缆直径的工艺上偏差值,依次选定需要修改的数位,按 或 键将数字修改为所需的数字, 连续按 键,直到所有数位上的数值停止闪烁时,表明工艺上偏差值设定成功,并已经储存在仪器内。
按键,数码管显示L.XXXX(X为可编辑数字,出厂设定为L.0000),表示可以设定线缆直径的工艺下偏差值。
按键和 或 键,对照线缆直径的工艺下偏差值,依次修改所需的数字,将修改成功的工艺下偏差值储存在仪器内。
按键,退出工艺偏差值设定状态。
注意:如果不需设定工艺上偏差值,只设定工艺下偏差值,那么按键,直到常亮,数码管显示H.XXXX 时,继续按键,数码管就会显示L.XXXX, 表示可以设定工艺下偏差值。
线缆的工艺给定值和工艺偏差值都设定成功后,仪器具有了超差报警功能。当所测线的直径超差时,偏差状态灯 会发生闪烁的现象。
当测量值,标称值,上、下偏差值当中有任一参数设置为零时,偏差状态灯在测量状态时都不会闪烁。
9.奥美加激光测径仪LGD-60的操作-设置通讯功能:
设置通讯参数:
要和测径仪实现正常的通讯功能,需对下述参数进行正确的设置:
地址设置:测径仪的地址范围为0~127。
连续按键,当通讯状态灯常亮时, 数码管显示“DPC--”。
按键,进入通讯功能菜单密码验证,依次选定需要修改的数位,将数码管的显示值修改为密码“05628”。
按键,数码管显示“dPCA-”,表示可以设置地址码
按键,数码管显示的数字出现闪烁,根据需要设置的地址参数,修改数码管的显示值(只需修改后三位数字,范围为0~127)。地址参数修改完成后,连续按 键,直到所有数位上的数值停止闪烁时,地址参数储存成功。
按键,数码管显示“dPCb-”,表示可以设置波特率。
波特率设置:测径仪的波特率有2400bps、4800bps、9600bps、19200bps、38400bps五种波特率供用户选择。
按键,数码管显示的第五位数字出现闪烁,连续按 或 键,数码管依次显示给定的五种波特率,选定需要的一种波特率,按 键储存在仪器内。
按键,数码管显示“dPCC-”,进入下一步:设置数据传输方式。
数据传输方式设置:数据位有7位或8位;校验位有奇校验、偶校验、无校验三种方式选择;
按键,数码管显示的数字出现闪烁,只需对第二、三、四位进行“0或1”设置。这三个数位的“0或1”设置分别代表的含义如下:
第二位:0:无奇偶校验 1:有奇偶校验
第三位:0:奇校验 1:偶校验
第四位:0:7位数据位 1:8位数据位
设置完成后,按键储存在仪器内。
按键,退出通讯参数设定状态。连续按键,直到所有的状态灯都不常亮,表示数码管显示的读数为当前被测物的直径测量值。
奥美加激光测径仪LGD-60的通讯协议:
LGD 系列仪器通讯采用从机方式,外部设备通过地址码判别本仪器,且传输的数据采用ASCII码格式。
主机或外部设备访问仪器的命令码格式为:
地址码+命令码+结束码
命令码见下表,结束码的十六进制为(0X0D),十进制为(13)。
十进制 ASCII码 十六进制 读取参数定义
65 “A” 0X41 读取X方向测量值
67 “C” 0X43 读取标称值
68 “D” 0X44 读取上偏差值
69 “E” 0X45 读取下偏差值
仪器接收到主机命令后回传发送的数据码格式为:接收字符串为:命令码+从机状态码+5位数据码(ASCII码,数据高位在前,低位在后)+累加和+“E”(ASCII码字符“E”,十六进制为0X45,十进制为 69)共9个数据。
从机累加和=(命令码+从机状态码+5位ASCII数据码)
AND 0X7F(命令识别码含义同上)。
从机状态码反映当前下位机的状态,若下位机处于正常的测量状态,则从机状态码为(十六进制:0X30;ASCII 码:“0”;十进制:48),否则,从机可能有故障产生,当前的测量值可能不正常。
通讯插座管脚定义:
1脚: RS485A(红线)或(棕线)
2脚: RS485B(蓝线)或(绿线)
3脚: 信号地(黑线)
10.奥美加激光测径仪LGD-60的操作-现场偏差校正:
当仪器在线定点测量,仪器显示的测量值与被测线的实际直径有偏差时,需要进行偏差校正,使仪器显示的测量值与被测线的实际直径一致。
连续按键,直到 状态灯常亮,数码管显示密码输入提示符Pad--。
按键,进入偏差校正的密码验证,依次选定需要修改的数位,将数码管的显示值修改为密码“22220”。
按键,数码管显示出厂设定值“0.0000”或“-.0000”,表示可以进行现场偏差校正。
按键,修改数码管显示的偏差校正值。当仪器显示的测量值大于被测物的实际直径时,将偏差值以负数输入仪器;当仪器显示的测量值小于被测物的实际直径时,将偏差值以正数输入仪器。
现场偏差校正设置完成后, 按 键,直到所有数位上的数值停止闪烁时,偏差校正值储存成功。
当修正值参数不为零时,修正值状态灯在测量状态会闪烁
11.奥美加激光测径仪LGD-60的校准:
LGD系列测径仪为精密测量仪器,在出厂时已经过精密校准,但为获得长期理想的使用,需一年标定一次。
奥美加激光测径仪LGD-60的DPM-1远端显示控制器:
1.概述:
DPM-1系列显示控制器为我公司生产专为LGD系列激光测径仪配套使用的智能显示控制系统,它包括远程同步显示及智能控制系统。是根据生产线的牵引速度和实测值与标称值之间的偏差来控制挤塑机螺杆的转速,使实际的线径尽可能接近标称值,即实现外径的自动控制及远程同步显示。
技术参数:
供电电源:AC220V±10% 50Hz~60Hz
显示方式:LED数字显示
通讯接口:RS485接口
控制输出电压:±6VDc(用户可根据实际状态可调)
继电器输出:24VDC,1A
2.DPM-1-面膜和指示灯:
面膜上按键和指示灯的名称
按键和指示灯的功能
指示灯的功能
PID 控制器启动控制输出时,灯闪烁
COM 控制器和仪器通讯正常时,灯闪烁
HI 测量超上差时,灯亮
LOW 测量超下差时,灯亮
PD 控制输出电压负饱和,灯亮
PU 控制输出电压正饱和,灯亮
控制键:
按控制键,控制灯亮或闪烁,则此时开启控制功能;若此时需关闭控制功能,再按控制键。
电位器:
左旋电位器,减小控制器输出电压的幅度。右旋电位器,增大控制器输出电压的幅度。
3.DPM-1-机械安装:
安装方法:
DPM-1显示控制显示器采用48mm × 96mm标准仪表壳,安装时,在机柜面板上开一个44mm(高) × 92mm(宽)的长方形孔,将仪表从正面插入后,用所附的螺栓式固定卡固定在机柜面板上即可。
4.DPM-1-线路连接:
控制器端口
控制器接线端子的定义:
ACC、ACC 控制器电源输入端子
RSA,RSB,DG 控制器RS485通讯接口输入端子
VO,AG 控制器控制电压输出端子
J1,J2 控制器继电器输出
控制器线路连接:
接线(见系统接线图)
将电源(AC220V )接到DPM-1显示控制器“ACC 、ACC”接线端子。
将LGD测径仪通讯接口(1脚:RSA,2脚:RSB ,3脚:DG)引出线分别接到DPM-1显示控制器RSB,RSA,DG接线端子。厂家配备通讯接口线缆(四芯线)定义为:
1脚: RS485A(红线)
2脚: RS485B(蓝线)或(绿线)
3脚: 信号地(黑线)
将AB端断开,其中A端接到控制器“VSO”,“B”端接控制器端子“AG”,则控制器输入、输出接线完毕。
(以螺杆调速为例,DPM-1 既可以控制螺杆速度,也可以控制牵引速度)
注:DG为数字信号地, AG为模拟信号地。接控制器时,A和B断开,A接控制器VO端子,B接控制器AG端子
5.DPM-1-设置控制参数:
给定控制参数的定义
牵引速度参数(dP1-0):
在没有自动速度信号输入的状态下,由人工输入当前生产线的牵引速度,单位(米/秒)。
距离参数(dP1-1):
仪器测量单元距离挤塑机头的距离,单位(米)。
积分-比例参数(dP1-3):
输入PI 控制的积分和比例系数。其显示结构为“XX-YY”其中,XX表示为“积分”参数,YY表示为“比例”参数。
注:DPM-1 显示控制器只用到其中dPI-0,dPI-1,dPI-3 控制参数,dPI-2,dPI-4,dPI-5,dPI-6,dPI-7,dPI-8 为仪器它用,此控制器不需设置。
设置控制用通讯参数:
仪器出厂时已经设置正确的通讯参数,用户通常不需设置,但应该进行验证。(数码管显示为“地址<提示符为:dPCA->:00001;波特率<提示符为:dPCb->:24000;通讯模式<提示符为:dPCC->:00010”)。
验证通讯参数:
连续按键,当通讯状态灯常亮时, 数码管显示“dPC--”。
按键,进入通讯功能菜单密码验证,依次选定需要修改的数位,将数码管的显示值修改为密码“05628”。
按键,数码管显示“dPCA-”,按 键,数码管显示是否为00001。
若为00001,则按 键,数码管显示“dPCb-”。按键,数码管显示是否为24000。
若为24000,则按 键,数码管显示“dPCC-”。按键,数码管显示是否为00010。
若为00010,则按 键,退出通讯参数的验证。
若有任一参数不正确,请参照第16 页《设置通讯参数》的方法,将地址码、波特率、通讯模式修改为控制用的通讯参数值。
设置控制参数:
设置牵引速度参数:
连续按键,当控制状态灯常亮时,数码管显示“DPI--”,进入控制参数菜单密码验证。
按键,依次选定需要修改的数位,将数码管显示值修改为密码“05689”。
按键,数码管显示“dP1-0”,表示可以设置牵引速度。
按键,数码管显示的数字出现闪烁,根据需要设置的速度参数,修改数码管的显示值(只需修改后三位数字,出厂设置为2.0米/秒,速度参数给定的*大值为:50.0米/秒)
连续按键,直到所有数位上的数值停止闪烁时,速度参数储存成功。
按键,数码管显示“dP1-1”,表示可以设置距离参数。
设置距离参数:
按键,数码管显示的数字出现闪烁,根据需要设置的距离参数,修改数码管的显示值(只需修改后四位数字,出厂设置为2.0米,距离参数给定的*大值为:100.0米)
连续按键,直到所有数位上的数值停止闪烁时,距离参数储存成功。
如果需要验证积分-比例参数,连续按 键,数码管显示“dP1-3”,表示进入验证积分-比例参数。
验证积分-比例参数:
按键,数码管显示的数字出现闪烁,若闪烁的数字为出厂设定值:20-08,则说明出厂设定正确,否则修改为20-08,并储存在仪器内。
连续按键,直到所有的状态灯都不常亮,表示数码管显示的读数为当前被测物的直径测量值。
注意:控制器要具有控制功能,在控制参数设置完成后,还须根据生产中需要控制的线缆,将其直径工艺给定值设定储存在仪器内。控制器将以此值为依据对生产线进行控制。若控制对象为螺杆转速时,当线缆实测外径超过标称值,则控制器将使螺杆转速变慢,使线缆外径逐步变小以接近标称值;当实测线缆外径偏小时,控制器将加快螺杆转速,使线缆外径逐步变大以接近标称值。当控制对象为牵引时,状况和上述现象相反。
但为了获得较为理想的控制效果,控制器通常以螺杆转速为控制对象。
控制器的在线调试:
当所有的连线正确连接后,打开仪器的电源,DPM-1正常状态:数码管显示值为线缆的直径测量值。
控制器将根据当前测量偏差算出相应偏差量叠加到螺杆调速电压,再由控制器输出到螺杆调速控制器,从而控制螺杆转速,其VO和AG两点间的*大输出电压幅度为-6V~+6V。
当测量值超差时,继电器J1和J2闭和,反之,继电器断开。
异常状态时数码管显示:
Err-- 测径仪没有正常工作
dCP-1 没有正确联机通讯
所有的控制参数设置正确后,控制器工作正常,但控制效果不明显,增大积分系数和比例系数;有线径震荡现象,则减小积分系数和比例系数。比例系数一般不宜过大,一般调整积分参数为佳。
在线调试的范例:
以控制挤塑机螺杆转速为例,假定生产的线缆外径工艺给定值为3.000mm、±0.100mm:
检查测径仪电源、DPM-1控制器电源,及测径仪与DPM-1控制器的通讯接线和与控制器连线是否正确完好。
接通测径仪电源,输入外径标称值“03.000”,及偏差值“±0.100mm”。并输入正确的控制参数。
按一下“PI”控制允许键(0.5秒左右),使“PID”控制状态灯熄灭,关闭控制输出。
调整控制面板牵引电位器电压到一定幅度时,使线缆外径稳定在2.900mm左右。
按一下“PI”控制允许键,使“PID”控制状态灯亮,打开控制功能,此时,若有控制信号输出,“PID”控制灯应闪烁且线缆外径应逐渐接近3.000mm,并*后稳定在3.000mm附近,则接线和参数设置正确,。若控制效果不明显,可增加比例系数和积分系数,反之,若外径虽然逐渐接近3.000mm,但不能稳定在3.000mm附近,有震荡现象产生,测量值显示出忽大忽小,则相应减小积分和比例系数。若当线缆外径越来越小并偏离3.000mm,表示“VO,AG”引出线接反,按系统接线图,将“VO”接到“B”端,“AG”接到“A”端,重新调试。
当“PD”状态灯或“PU”灯亮时,表示此时控制电压已输出为*大,达到饱和状态,控制器不能对生产线进行有效控制,此时,应人工调整挤塑电压或牵引电压,使“PD”或“PU”状态灯熄灭。则控制器恢复对生产线的有效控制。
因本文档里的部分内容不能显示,下载更详细的使用说明书,请点击下方的“附件”中的文章标题打开后并保存,可直接进行下载。
-

宁波科诚仪器有限公司
色差仪,测色仪,透过率雾度计,光泽度,铁损仪,漆包线检测,查漏仪,测径仪,粗糙度,拉力机,硬度计,金相显微镜,影像投影仪,轮廓仪圆度仪,测厚仪,盐雾机,高低温箱,探伤仪
内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。宁波科诚仪器有限公司 电话:0574-86825071 手机:15372600071 地址: 宁波市北仑区长江国际商务大厦B座1411-1412室