 扫一扫,手机浏览
扫一扫,手机浏览- 技术文章
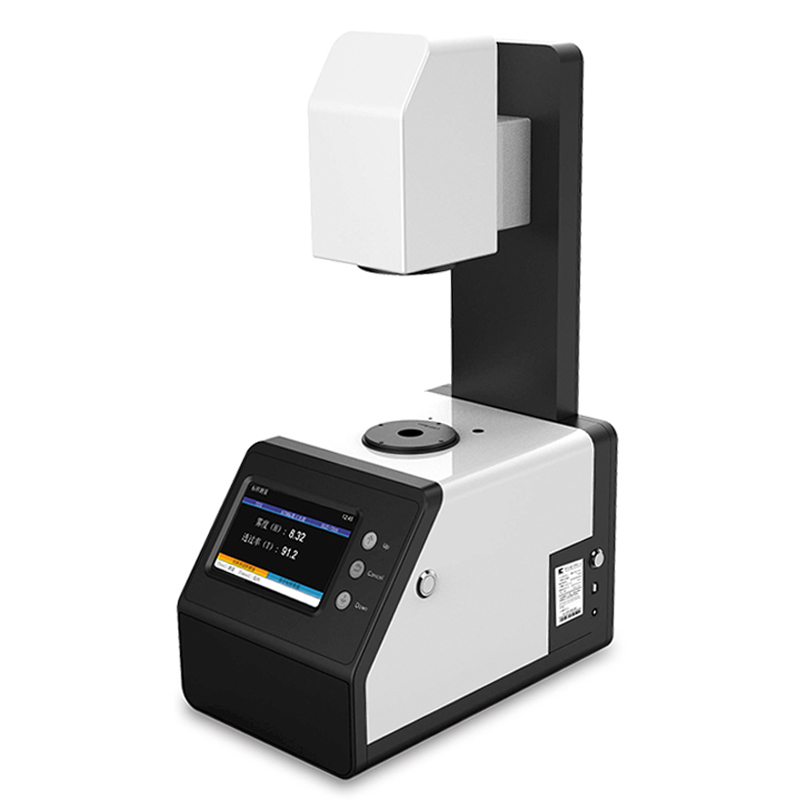
奥美加激光测径仪LGD-25XY使用说明
2012-10-23 16:30:38 来源:宁波科诚仪器王成军奥美加激光测径仪LGD-25XY使用说明
奥美加激光测径仪LGD-25XY的概述:
奥美加LGD系列激光测径仪是引进国外先进技术开发设计并生产的新一代测径仪,其采用激光扫描技术,具有测量范围大,精度高,使用寿命长,性能稳定等特点。
奥美加激光测径仪LGD-25XY的适用范围:
主要用于测量:各种材料的直径,对各种电线、电缆、漆包线、软管和其它线材进行在线测量和控制。
奥美加激光测径仪LGD-25XY的测试原理:
由半导体激光器“a”发出激光束,通过电机“c”带动八棱镜“b”高速旋转,将激光器光束扫描通过棱镜“d”转换为平行光通过测试区(GATE),当测试区有被测物“e”时,其会遮挡住部份平行光,并通过聚焦棱镜“f”在光电接收管上转换成低电平;而没有被测物遮挡的平行光则转换为高电平,通过计算低电平的扫描时间,则可计算出被测物在激光束扫描方向的外径值。
奥美加激光测径仪LGD-25XY的使用条件:
供电电源:AC220V±10% 50Hz~60Hz
功耗:≤15W 工作温度 5~45℃
相对湿度:≤80%(无冷凝水)空气中不含腐蚀性气体,油,蒸汽及严重尘埃。
奥美加激光测径仪LGD-25XY的技术参数:
注:“D”为被测物的实际值型号 测量范围 测量精度(mm) LGD-25XY 0.1~20mm ±(0.002+0.02%D)
奥美加激光测径仪LGD-25XY的安装位置:
LGD系列激光测径仪可安装在冷却水槽前,也可以安装在水槽后。安装在水槽前,距离挤塑机近,能获得*佳的反馈控制效果,但此时塑料尚未固化,设定的标称值应做适当加大;另外由于靠近挤塑机可能会导致环境温度过高,使仪器不能长时间正常工作,因此,采用安装法时,尽量使测径仪远离挤塑机,使仪器的环境温度在规 定使用温度范围(5~45℃)内。安装在水槽后,测量值为实际线缆外径值,比较准确可靠,但控制滞后量大,控制效果较差。另外,被测线缆须吹干,否则线缆表面的水膜会影响测量精度,实际使用时应根据被测物带水的程度,适当加大标称值设定。
奥美加激光测径仪LGD-25XY的安装方法:
打开包装,按装箱单检查仪器及附件是否齐全,连接好支架和测量头,将测量头中心位置调到被测线缆走线高度,旋紧连接螺钉。
将电源线插入测量头电源插座,通上电源,仪器即可开始工作。
若需和远端显示控制器,计算机等外围设备相连,仪器提供RS485通讯接口,可直接将外围设备RS485通讯接口接至仪器通讯口,按照特定的通讯协议则可完成联机通讯。LGD系列激光测径仪显示板由五位LED数码管、八位状态指示灯和四位键盘组成。数码管显示测量数据和相关设定参数;状态指示灯显示仪器的工作状态。
正常测量状态 正常测量状态时,数码管显示被测物的直径。
当仪器修正值参数不等于0时,修正状态灯会闪烁。
当线缆外径超差时,偏差状态灯会闪烁;若偏差状态灯不闪烁,则线缆直径在偏差范围内。
奥美加激光测径仪LGD-25XY的参数设定:
参数设定状态为用键盘输入标称值、偏差值、修正值、控制、通讯参数。当四位状态指示灯有一位处于常亮状态,则当前状态为参数设定状态。
X向状态灯常亮:当前状态为X方向标称值设定状态。
Y向状态灯常亮: 当前状态为Y方向标称值设定状态。
平均值状态灯常亮:当前状态为平均值的标称值设定状态。
当状态灯、同时亮时,表示编辑数码管显示模式。
偏差状态灯常亮: 当前状态为偏差值设定状态。
修正状态灯和常亮:当前状态为X方向修正值设定状态。
修正状态灯和常亮:当前状态为Y方向修正值设定状态。
状态灯和常亮:当前状态为显示被测物在X测试区域上下坐标。
奥美加激光测径仪LGD-25XY的异常状态:
仪器的异常状态为数码管显示X方向错误提示符“PEr-1”或“PEr-2”或“PEr-3”或“PEr-4”或“PEr-5”或“PEr-6”或“PEr-7”及Y方向错误提示符“yEr-1”或“yEr-2”或“yEr-3”或“yEr-4”或“yEr-5”或“yEr-6”或“yEr-7”。
以下为通常引起仪器异常状态的原因:
被测线缆位置过高或过低,超出了有效测量范围
被测线缆太粗,超过了有效测量范围
镜头有严重的灰尘或水滴,仪器发生故障故障类型及处理方法见(表一)。
奥美加激光测径仪LGD-25XY的参数设定:
键盘功能简介:
功能键:循环按键,可分别进入数码管显示模式设置、X标称值设定、Y标称值设定、平均值标称值设定、偏差设定、修正值参数 设定、控制参量设定、通讯参数设定状态。
右移键:当按键进入任一参数设定功能时,数字无闪烁,需按键进入数字编辑状态,此时有数字闪烁,闪烁位即为可编辑位, 循环按键,可改变数字闪烁位(即可编辑位),当循环到*后位闪烁时,再按一下键,数字闪烁消失,表示当前参数已确认。若此时需再次编辑此参数,可按键,又回到首位数字闪烁,即可再次执行编辑功能。
增加键:当进入仪器参数编辑状态时,在有数字闪烁的情况下,每按一次键,闪烁的数字加一。
减小键:当进入仪器参数设置功能时,在有数字闪烁的情况下,每按一次键,闪烁的数字数字减一。
奥美加激光测径仪LGD-25XY的数码管显示模式设置:
此功能设置的参数决定数码管显示平均值,或是X 方向测量值或是Y方向测量值。
按键,直到、同时亮,可按键进入显示模式设置。
此显示模式有三种:
0:数码管显示平均值;
1:数码管显示X方向测量值;
2:数码管显示Y 方向测量值。
3:数码管显示平均值。
奥美加激光测径仪LGD-25XY的设定标称值:
为了实现外径自动控制或偏差报警,必须按工艺要求正确设定线缆的标称值,设置方法如下:
按键,当常亮时,表示仪器进入标称值检查状态,当前仪器显示值为上一次的标称值。
按键,进入标称值编辑状态,显示器*位数字闪烁,按键或按键可增加或减少闪烁数字的大小,设定完*位数字后,继续按一次键,可移动到第二位,显示器第二位数字闪烁,按键或按键设定闪烁数字的大小。以照上述方法设定好第三、四、五位的标称值数据后,循环按键直到*后数字无闪烁,表示确认当前参数,仪器的标称值已改为设定的标称值。若在数字设定中,有一位不须改变,则按键跳过。若在数字设定过程中,当有任意 位数字闪烁时,需退出标称值参数设定状态,进入另一功能参数设定,则按键退出,进入另一功能参数设定状态。若需退出标称值参数设定状态,返回正常测量状态,则连续按键,当所有指示灯不常亮时,则已进入正常测量状态。此前设定的标称值无效,仪器的标称值仍为未设定前的标称值。(标称值的*大设定值位25.000毫米)举例说明:假设原来的标称值为“12.756”mm,我们需要对其进行重新设置的标称值为“04.784”mm;其设置过程为以下九个步骤。
(1)按键,当亮时,表示仪器进入标称值设定状态;此时仪器显示值为上一次的标称值“12.756”。
(2)按键,显示器*位数字“1”闪烁,表示可以改变*位数字“1”;按一次键,闪烁位从“1”变为“0”,则*位数字设置成功,此时,数码管显示值为“02.756”。
(3)再按一次键,可见第二位数字“2”闪烁,表示可以改变第二位数字“2”;按两次键,可见第二位数字从“2”变为“4”,则第二位数字设置成功,此时数码管显示“04.756”。
(4)再按一次键,可见第三位数字“7”闪烁,表示可以改变第三位数字“7”;因为这位数字和原来的数字一样,不需要改变,此时数码管显示“04.756”。
(5)再按一次键,可见第四位数字“5”闪烁,表示可以改变第四位数字“5”;连续按三次键,可见第四位从“5”变为“8”,则第四位数字设置成功。此时数码管显示“04.786”。
(6)再按一次键,可见第五位数字“6”闪烁,表示可以改变第五位数字“6” ;连续按两次键,可见第5位数字从“6”变为“4”,则第五位数字设置成功。此时数码管显示“04.784”,表示标称值设置完毕。
(7)再按一次键,此时,没有任何数字闪烁,表示确认,仪器将会保存当前数据“04.784”。
(8)若上述数据因为误操作或需重新设定标称值,可以再按一次键,可见*位数据闪烁,则可重复上述步骤则可。
(9)当仪器的标称值已改为设定的标称值后,要退出“标称值”编辑状态并需进入“偏差值”设定功能,则只需按一次键,此时常亮,则表示可以进行偏差值设定;若需重新回到正常的测量状态,则需连续按键,当所有的状态灯没有常亮时,则已返回到测量状态。
奥美加激光测径仪LGD-25XY的设定偏差值:
循环按键,直到亮,可按键进入偏差值编辑状态。操作方法如“设定标称值”。当数码管显示HX.XXX(X为可编辑数字,下同)时,为编辑上偏差参数;再按键,当数码管显示LX.XXX时,为编辑下偏差参数。偏差的*大设定值为0.999毫米。注:当测量值,标称值,上、下偏差值当中有任一参数为零时,偏差状态灯在测量状态时都不会闪烁。
设定修正值循环按键,直到和亮,显示编辑修正值密码提示符Pad--,可按键进入密码输入,输入密码“22220”后,再按键进入X方向修正值编辑状态,此时,和亮表示编辑X方向修正值。再按键进入Y方向修正值编辑状态,此时和常亮表示当前状态为Y方向修正值设定状态。当修正值设置为正数时,当前仪器显示值为实际测量值加上修正值;当修正值设置为负数时,当前仪器显示值为实际测量值减去修正值。操作方法如“设定标称值”。修正值的*大设定值为±0.255毫米。此功能用于被测物有热胀冷缩时使用。
奥美加激光测径仪LGD-25XY的设置显示模式:
此参数决定LGD-25XY 的显示数码管是显示平均值,还是X方向测量 值或Y方向测量值循环按键,直到状态灯、同时亮时亮,表示可以编辑数码管显示模式参数,可按键后,可见第五位数码管闪烁, 此时,可按或键对此位数进行编辑。当此位数为0:数码管显示平均值;1:X方向测量值,2:Y方向测量值。
奥美加激光测径仪LGD-25XY的反馈控制:
LGD系列激光测径仪需配备我公司生产的智能控制系统,它根据生产线的牵引速度和实测值与标称值之间的偏差来控制挤塑机螺杆的转速,使实际的线径尽可能接近标称值,即实现外径的自动控制。控制器的使用详见“DPM-XY 远端显示控制器”相关说明。
奥美加激光测径仪LGD-25XY的通讯:
LGD系列激光测径仪配备有RS485通讯接口,可以外接我公司的智能控制器、远端显示器,也可供用户连接PLC、计算机,以构成远程集散控制系统。
通讯参数 要和测径仪完成正常的通讯功能,需对下述参数进行正确的设置:
地址设置:测径仪的地址范围为0~127。
波特率设置:测径仪的波特率有2400bps、4800bps、9600bps、19200bps、38400bps 五种波特率供用户选择。
数据传输方式选择:数据位有7位或8位;校验位有奇校验、偶校验、无校验三种方式选择;
奥美加激光测径仪LGD-25XY的设置通讯参数:
连续按功能键,当通讯状态灯亮时,同时,数码管显示“DPC--”,再按“右移”键,可见数码管*位闪烁,此时,进入通讯功能菜单密码验证,当输入密码“05628”(具体操作方法同“标称值设定”)时,按一次“功能”键,可见数码管显示“DPCA-”,可进行地址码设置;按两次“功能”键,数码管 显示“DPCb-”可进行波特率设置;按三次“功能”键,数码管显示“DPCC-”,可进行数据传输方式设置;按四次“功能”键,数码管显示“DPCF-”,可进行显示速率设置;按五次“功能”键,可退出通讯参数设置,返回到测量状态。按若密码不正确,直接退回到测量状态。
奥美加激光测径仪LGD-25XY的地址码设置:
当数码管显示“dPCA- ”时,按“右移”键,可见第三位数码管闪烁,此时,可进行地址参数设置(方法同“标称值 设定”),设置结束后,按“功能”键,退出地址码设置,自动进入波特率参数设置。
奥美加激光测径仪LGD-25XY的波特率设置:
当数码管显示“dPCb-”,按“右移”键进入波特率 设置,可见第五位数码管闪烁,此时可按键即可完成波特率的设 置:2400bps;4800bps;9600bps;19200bps;38400bps,按 “功能”键退出,并可自动进入“数据传输方式”设置。
数据传输方式设置:当数码管显示“dPCC-”,按“右移”键可进入数据传输方式设置,可见第二位数码管闪烁,可依次对第二位、第三位、第四位、第五位进行“0、1”设置,当闪烁位为“0” 时,不能再按减小键,为“1”时,不能按增加键;
其具体含义如下:
设置完后,可按“功能”键退出此参数设置,进入下一参数设置状态。(1) 第二位:0:无奇偶校验 1:有奇偶校验 (2) 第三位:0:奇校验 1:偶校验 (3) 第四位:0:7 位数据位 1:8 位数据位
显示速率设置:当数码管显示“dPCF-”,按“右移”键进入显示速率设置,可见第五位数码管闪烁,此时可按键即可完成显示速率的设置:
0:64次扫描周期;
1:128次扫描周期;
2:256次扫描周 期;
3:512次扫描周期;
4:1024次扫描周期。
按“功能”键退出,并可自动退出“通讯参数”设置状态。
奥美加激光测径仪LGD-25XY的通讯协议:
LGD系列仪器通讯采用从机方式,外部设备通过地址码判别本仪器,且传输的数据采用ASCII码格式。
主机或外部设备访问仪器的命令码格式为:
仪器接收到主机命令后回传发送的数据码格式为:地址码+命令码+结束码 ASCII码 十六进制 读取参数定义 65 “A” 0X41 读取X方向测量值 66 “B” 0X42 读取Y方向测量值 67 “C” 0X43 读取标称值 68 “D” 0X44 读取上偏差值 69 “E” 0X45 读取下偏差值
接收字符串为:命令码+从机状态码+5位数据码(ASCII码, 数据高位在前,低位在后)+累加和+“E”(ASCII码字符“E”,十六进制为0X45,十进制为69)共9 个数据从机累加和=(命令码+从机状态码+5 位ASCII数据码)AND0X7F(命令识别码含义同上)。从机状态码反映当前下位机的状态,若下位机处于正常的测量状态,则从机状态码为(十六进制:0X30;ASCII码:“0”;十进制:48),否则,从机可能有故障产生,当前的测量值可能不正常。
例:假设当前激光测径仪的地址码为“1”,当前的测量值为04.698mm,若需读取仪器当前的测量值,上位机发送的命令字符串为(以下数制为十六进制):0X01,0X41,0X0D当仪器接收到上述命令字符串时,回传9位ASCII码数据(以十六进制表示为):0X41(命令码),0X30(状态码),[0X30,0X34,0X36,0X39,0X38](五位数据码),0X7C(累加和),0X45(接收结束码)。
通讯插座管脚定义:
1 脚:RS485A(红线)
2 脚:RS485B(蓝线)
3 脚:信号地(黑线)
若外接DPM-XY显示控制器,则应输入正确的通讯参数(数码管显示为“地址<提示符为:dPCA-:00001;波特率<提示符为:dPCb-:24000;通讯模式提示符为:dPCC-:00010”);此参数为出厂设置,用户通常不需设置。
奥美加激光测径仪LGD-25XY的校准:
LGD系列测径仪为精密测量仪器,为获得长期理想的使用,需一年标定一次。
奥美加激光测径仪LGD-25XY的故障列表:
X方向故障原因及处理方法列表:
Y方向故障原因及处理方法列表:故障现象 故障原因 处理方法 PEr-1 环境温度长时间高于50摄氏度
被测物太粗,遮挡住测试区
激光器损坏
X方向电机损坏关掉电源,使环境温度低于50摄氏度再开启电源,注:仪器环境温度为5~45℃
检查仪器的正常测试范围
换X方向激光器
与厂家联系PEr-2 被测物位于X方向测量范围边沿 将被测物移至X方向正确测试区进行测量 PEr-3 被测物位于X方向测量范围边沿挡住部分域 将被测物移至X方向正确测试区进行测量 PEr-4 X方向测试窗口有灰尘 用镜头纸擦拭X方向窗口玻璃 PEr-5 主板出现故障 与厂家联系 PEr-7 被测物X方向超出测量范围 检查仪器的型号,核查仪器的*大测量范围,将被测物移到X方向测试范围 P- - 主机板CPU停止工作 检查CPU 的晶振是否工作
与厂家联系
注一:LGDXY 系列测径仪采用双机冗错技术,即当两个轴向没有全部出现故障,不影响仪器的使用,且相关状态灯会提示错误状态见(表三),当显示模式值为“3”时,若有仪器测量错误,显示相关错误提示符(见表一,表二)。当显示模式值为“0,1,2”时,若仪器只有一个轴向出现错误,仪器仍可工作,不显示错误提示符,显示无错的方向的测量值。但相关状态灯会给出错误提示。若两个轴向都出现错误时,则仪器显示错误提示符。故障现象 故障原因 处理方法 yEr-1 环境温度长时间高于50摄氏度
被测物太粗,遮挡住测试区
激光器损坏
Y方向电机损坏关掉电源,使环境温度低于50摄氏度再开启电源,注:仪器环境温度为5~45℃
检查仪器的正常测试范围
换Y方向激光器
与厂家联系yEr-2 被测物位于Y方向测量范围边沿 将被测物移至Y方向正确测试区进行测量 yEr-3 被测物位于Y方向测量范围边沿挡住部分 1将被测物移至Y方向正确测试区进行测量 yEr-4 Y方向测试窗口有灰尘 用镜头纸擦拭Y方向窗口玻璃 yEr-5 主板出现故障 与厂家联系 yEr-7 被测物Y方向超出测量范围 检查仪器的型号,核查仪器的*大测量范围,将被测物移到Y方向测试范围 yP- - - 主机板CPU停止工作 检查CPU的晶振是否工作
与厂家联系
奥美加激光测径仪LGD-25XY的状态灯错误提示表:
奥美加激光测径仪LGD-25XY的远端显示控制器:故障现象(数码管显示提示符) 故障原因 处理方法 和状态灯闪烁 Y轴向出现错误,显示器显示值为X轴向测量值 将显示模式设置为“3”,查看错误类型,参见“表二”处理 和状态灯闪烁 X轴向出现错误,显示器显示值为Y轴向测量值 将显示模式设置为“3”,查看错误类型,参见“表一”处理 和和状态灯同时闪烁 X轴向和Y轴向都出现错误,显示器显示错误提示符 将显示模式设置为“3”,查看错误类型,参见“表一”和“表二”处理
简介:
DPM-XY系列显示控制器为我公司生产专为LGDXY系列激光测径仪配套使用的智能显示控制系统,它包括远程同步显示及智能控制系统。是根据生产线的牵引速度和实测值与标称值之间的偏差来控制挤塑机螺杆的转速,使实际的线径尽可能接近标称值,即实现外径的自动控制及远程同步显示。
技术参数:
控制输出电压:±6VDc(用户可根据实际状态可调)供电电源 AC220V±10% 50Hz~60Hz 显示方式 LED 数字显示 通讯接口 RS485 接口
继电器输出:24VDC,1A
安装:
DPM-XY显示控制显示器采用96mm*96mm 标准仪表壳,安装时, 在机柜面板上开一个92mm*92mm的长方形孔,将仪表从正面插入后,用所附的螺栓式固定卡固定在机柜面板上即可。
PM-XY显示控制器面板:
“PID”控制器启动控制输出时,灯闪烁
“COM”控制器和仪器通讯正常时,灯闪烁
“HI”测量超上差时,灯亮
“LOW”测量超下差时,灯亮
“PD”控制输出电压负饱和,灯亮
“PU”控制输出电压正饱和,灯亮
接口信号接线图:
注:DG 为数字信号地, AG为模拟信号地
(1)输入信号
“ACC、ACC”控制器电源输入端子
“RSA,RSB,DG”控制器RS485通讯接口输入端子
(2)输出信号
“VO,AG”控制器控制电压输出端子
“J1,J2”控制器继电器输出
DPM-XY 显示控制器显示:
显示下位机测量值(正常状态)
显示Err-(下位机测量值可能不正常)
显示DCP-2(没有正确联机通讯)
DPM-XY 显示控制器的控制输出模式:
接线方式,由控制器根据当前测量偏差算出相应偏差量叠加到螺杆调速电压,再由控制器输出到螺杆调速控制器,从而控制螺杆转速,其输出电压幅度为-6V~+6V。
DPM-XY显示控制器的安装和调试接线:
将电源(AC220V)接到DPM-XY显示控制器“ACC、ACC”接线端子。
将LGD测径仪通讯接口(1脚:RSA,2脚:RSB,3脚:DG)引出线分别接到DPM-XY显示控制器RSB,RSA,DG接线端子。
配备通讯接口线缆(三芯线)定义为:
1 脚:红色(RSA)
2 脚:绿色(RSB)
3 脚:黑色(DG)
将AB端断开,其中A端接到控制器“VSO”,“B”端接控制器端子“AG”,则控制器输入、输出接线完毕。
DPM-XY显示控制器控制功能输出选择:
当“PID”状态灯熄灭时,此时,控制功能关闭,没有控制电压输出,此时,若按一下(0.5 秒左右)面板上“PI”键,控制灯亮或闪烁,则此时开启控制功能;若此时需关闭控制功能,再按一下面板上“PI”键,控制状态灯熄灭,此时,控制功能关闭,没有控制信号输出。
控制器继电器输出:
当测量值超差时,继电器J1和J2闭和,反之,继电器断开。
注:接控制器时,A和B断开,A接控制器VO端子,B 接控制器AG端子
DPM-XY显示控制器参数设置:
DPM-XY显示控制器的参数输入由仪器测量单元键盘输入,再由RS485通讯接口传至DPM-XY控制器所需的参数如下:
牵引速度参数(dP1-0):在没有自动速度信号输入的状态下,由人工输入当前生产线的牵引速度,单位(米/秒)。
距离参数(dP1-1):仪器测量单元距离挤塑机头的距离,单位(米)。
速度输入模式(dP1-2):选择自动速度输入或人工速度输入。
积分-比例参数(dP1-3):输入PI 控制的积分和比例系数。
注:DPM-XY显示控制器只用到其中dPI-0,dPI-1,dPI-3 控制参数,dPI-2,dPI-4,dPI-5,dPI-6,dPI-7,dPI-8 为仪器它用,此控制器不需设置。
控制器参数的输入:
循环按激光测径仪面板“功能”键,当控制状态灯亮的同时,数码管显示“DPI - -”,再按“右移”键,可见数码管*位闪烁,此时,进入控制参数设定功能菜单密码验证,输入密码“05689”(具体操作方法同“LGD系列激光测径仪使用说明书”中“标称值设定”)。输入正确密码后,按“功能”键,可见数码管显示“dP1-0”,可进行“牵引速度参数”设置;按“右移”键,可见第三位数据闪烁,此时可输入速度参数。(速度参数*大值为“50.0 米/秒”)。
设置完后,按“功能”键,可进入下一个参数设置。当数码管显示“dP1-1”,可进行“距离参数”设置;按“右移”键,可见第二位数据闪烁,此时可输入距离参数。(距离参数*大值为“100.0米”)。
设置完后,连续按“功能”键,直到没有状态灯常亮,则退出参数设定状态,返回到测量值显示状态。参数设置完毕。
按要求输入适当的控制参数:
输入当前生产线正常运行时速度参数<提示符为:dP1-0>,(出厂设置为2.0米/秒)输入距离参数<提示符为:dP1-1>:此为挤塑机距离测径仪测量单元的距离。单位:米,出厂设置为“2.0”米。输入积分-比例参数<提示符为:dP1-3>,其调整原则为,控制效果不明显,增大积分系数和比例系数,有线径震荡现象, 则减小积分系数和比例系数(出厂设置“20-08”)。输入正确的线缆标称值,此值为准备生产的线缆外径,控制器将以此值为依据对生产线进行控制。若控制对象为螺杆转速时,当线缆实测外径超过标称值,则控制器将使螺杆转速变慢,使线缆外径逐步变小以接近标称值;当实测线缆外径偏小时,控制器将加快螺杆转速,使线缆外径逐步变大以接近标称值。当控制对象为牵引时,状况和上述现象相反。但为了获得较为理想的控制效果,控制器通常以螺杆转速为控制对象;若控制效果相反,则需将控制信号“VO,AG”和“A,B”端反接,再进行调试。输入正确的通讯参数(数码管显示为“地址<提示符为:dPCA->:00001;波特率<提示符为:dPCb->:24000;通讯模式<提 示符为:dPCC->:00010”);此参数为出厂设置,用户通常不需设置。
在线调试:
以控制挤塑机螺杆转速为例,假如生产的线缆外径为(3.000mm、±0.100mm)检查测径仪电源、DPM-XY控制器电源,及测径仪与DPM-XY控制器的通讯接线和与控制器连线是否正确完好。接通测径仪电源,输入外径标称值“03.000”,及超差值 “±0.100mm”。并输入真确控制参数。
按一下“PI”控制允许键,使“PID”控制状态灯熄灭,关闭控制输出。
调整控制面板牵引电位器电压到一定幅度时,使线缆外径稳定在2.900mm左右。
按一下“PI”控制允许键,使“PID”控制状态灯亮,打开控制功能,此时,若有控制信号输出,“PID”控制灯应闪烁且 线缆外径应逐渐接近3.000mm,并*后稳定在标称值附近,则接线和参数设置正确。若控制效果不明显,可增加比例系 数和积分系数,反之,若有震荡现象产生,相应减小积分和比例系数。若当线缆外径越来越小并偏离标称值,表示 “VO,AG”引出线接反,按图四,则应将“VO”接到“B”端,“AG”接到“A”端,重新调试。见“DPM-XY 远端显示控制器”,当“PD”状态灯或“PU”灯亮时,表示此时控制电压已输出为*大,达到饱和 状态,控制器不能对生产线进行有效控制,此时,应人工调整挤塑电压或牵引电压,使“PD”或“PU”状态灯熄灭。则控制器恢复对生产线的有效控制。
因本文档里的部分内容不能显示,下载更详细的使用说明书,请点击下方的“附件”中的文章标题打开后并保存,可直接进行下载。
-

宁波科诚仪器有限公司
色差仪,测色仪,透过率雾度计,光泽度,铁损仪,漆包线检测,查漏仪,测径仪,粗糙度,拉力机,硬度计,金相显微镜,影像投影仪,轮廓仪圆度仪,测厚仪,盐雾机,高低温箱,探伤仪
内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。宁波科诚仪器有限公司 电话:0574-86825071 手机:15372600071 地址: 宁波市北仑区长江国际商务大厦B座1411-1412室